
Binary pairwise comparison is a method of ranking concepts designed to combat biases. It does this by comparing each item against every other item individually, finding the total number of items each was more important than, and producing a ranked outcome. This ranked outcome is the importance weight factor, which is the number of items a specific item is better than.
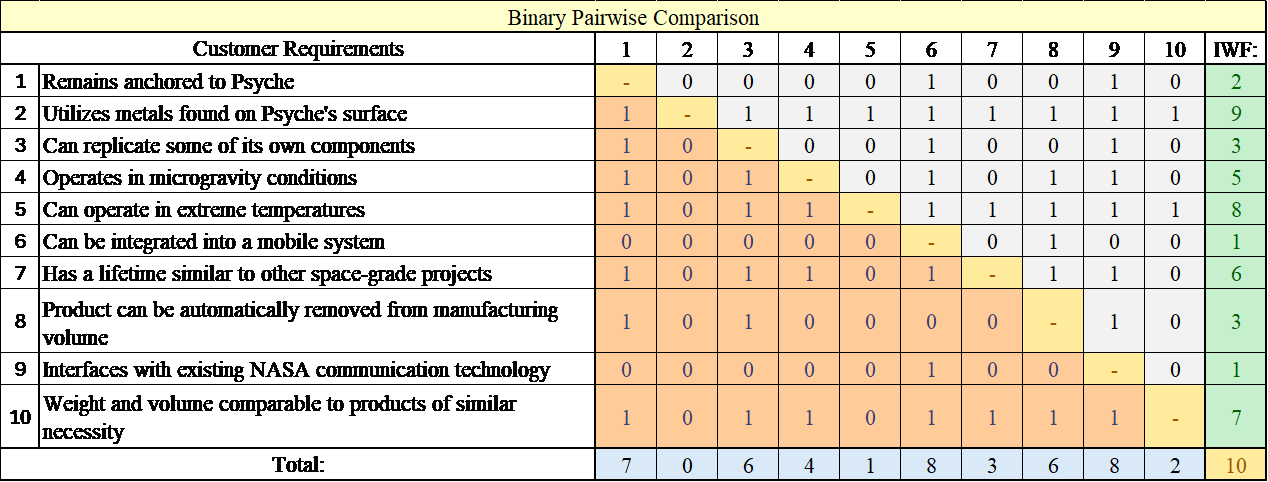
The binary pairwise comparison in Figure 6 compares the different interpreted needs of the customer requirements. The team worked together to get this result, and through it, using metals from Psyche, handling extreme temperatures, and having acceptable weight and size were of the highest importance for the project, in that order. The ranking has two 1’s and two 3’s, but they are less important since they are lower values. If there were 0’s, the house of quality would not take full advantage of all the customer requirements tested in this comparison, which means repeats were necessary.
The house of quality is a tool used to translate customer needs into technical requirements. Encompassing these requirements in the final design will ensure all customer needs are satisfied. It works by comparing different engineering characteristics to the customer needs and the importance weight factor found through the binary pairwise comparison. A house of quality was generated for this project and is shown in Figure 7.

Every engineering characteristic is evaluated for how well it satisfies each customer requirement. They are given values on a 1-3-5-7-9 scale where 1 is not satisfied and 9 is very satisfied. After every characteristic has been scored against each requirement, every individual score is multiplied by the importance weight factor of the customer requirement. Then, the products are summed by column to generate a raw score for every characteristic. The raw scores are divided by the total to give a relative weight percent. Finally, the engineering characteristics are ranked by their relative weight percent to illuminate the importance of each throughout the concept selection phase.
Pugh charts compare generated concepts to a datum, which can be a real-world product or another concept, by comparing how the individual concepts accomplish each of the engineering characteristics better or worse than the datum.
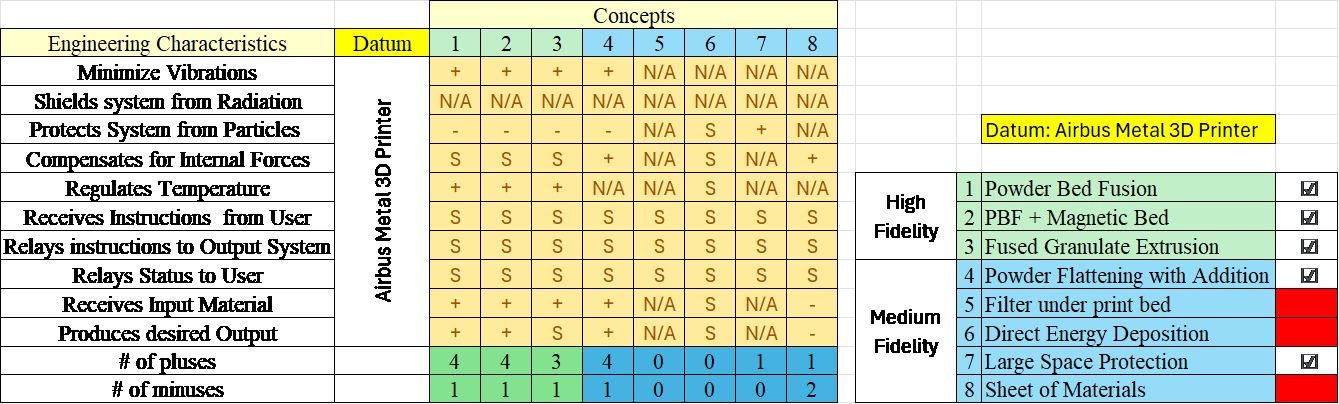
The first Pugh chart in Figure 8 compared the three high and five medium fidelity concepts to the Airbus metal 3D printer, the world’s first metal 3D printer for space. Three of the medium fidelity concepts were not good enough to continue based on the comparison.
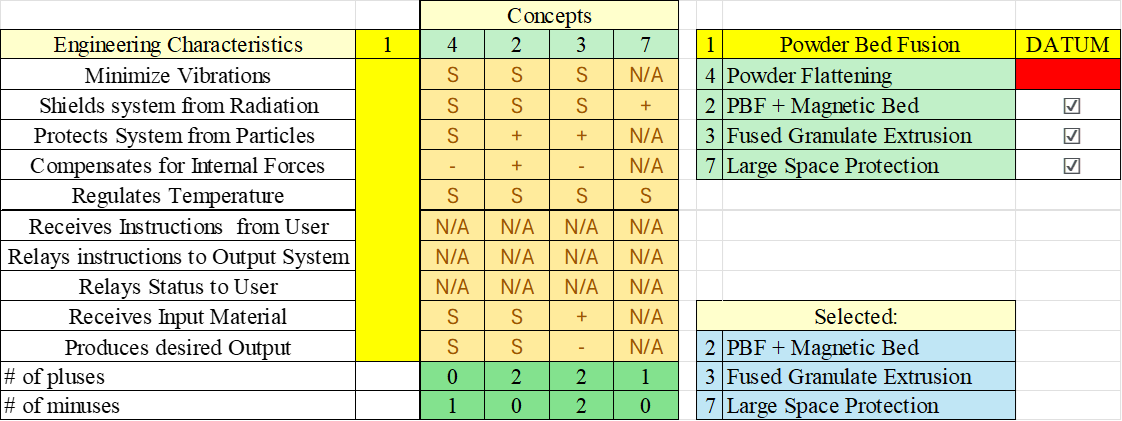
The second Pugh chart in Figure 9 compares the remaining concepts to the top concept of high fidelity. Usually using what is expected to be the best choice as a datum results in less useful data from the plusses and minuses, but this was an exception. This narrowed down our top designs to a powder bed fusion printer with a magnetic bed, fused granulate extrusion printer, and large space protection as the print environment.
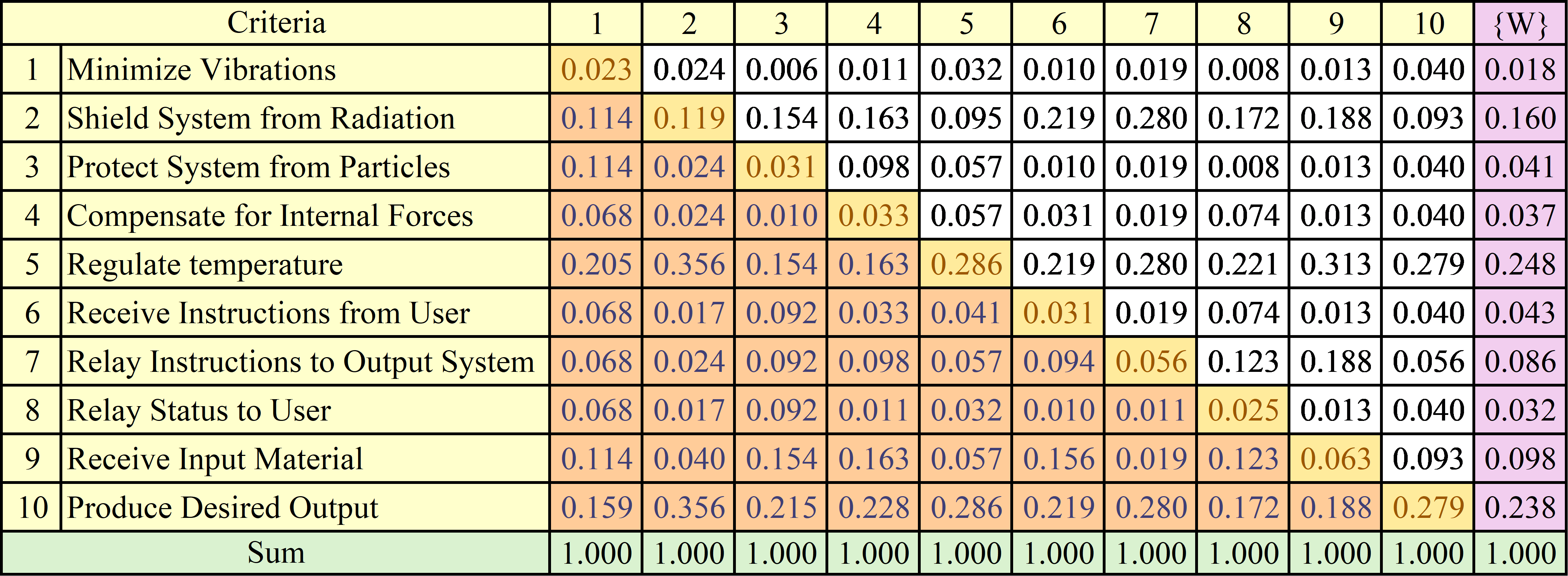
The Analytical Hierarchy Process (AHP) was used to evaluate the final three concepts based on how well they fulfilled the evaluation criteria. First the evaluation criteria were compared against one another similarly to in the binary pairwise comparison. In this comparison matrix, the significance of how much more important one criterion was in relation to another was included using a 1-3-5-7-9 scale with 1 signifying no greater importance and 9 signifying a vastly greater importance. A whole number represents that the column criterion is more important than the row criterion, and the inverse signifies the opposite. The sum of each column was used to normalize their respective columns to create the Normalized Criteria Comparison Matrix in Figure 11.
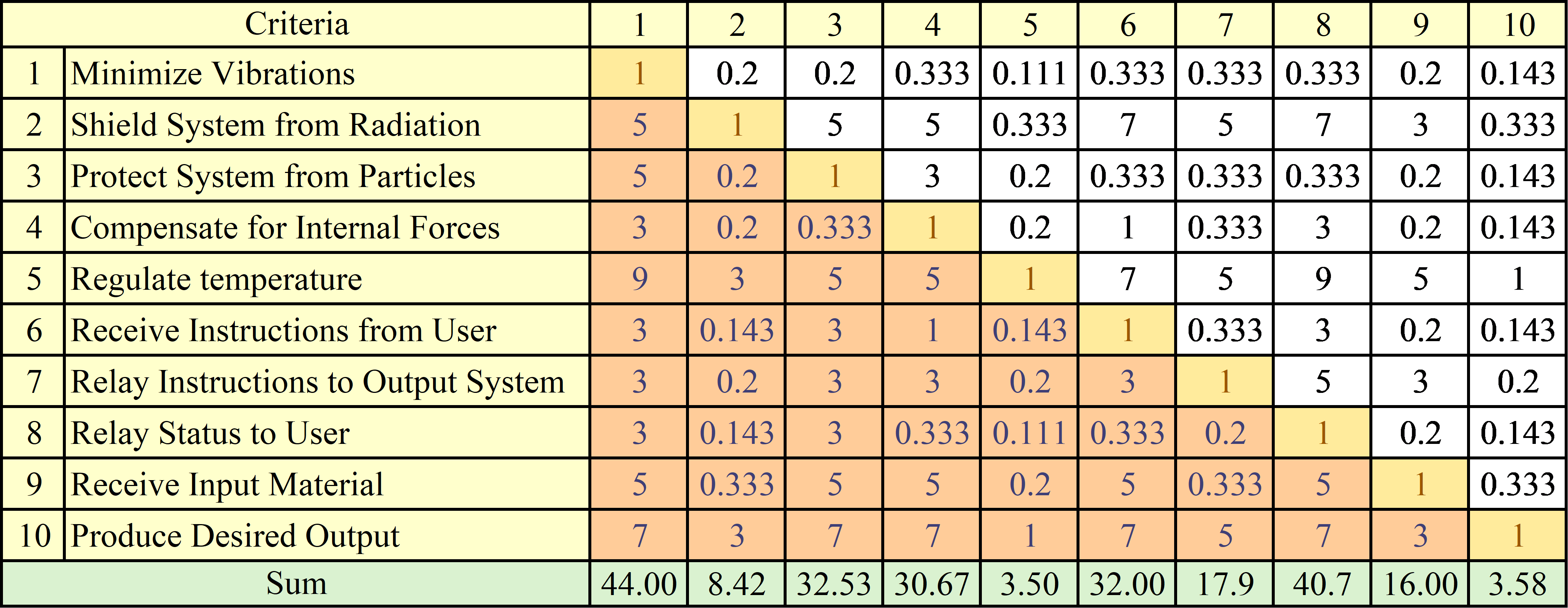
The Normalized Criteria Comparison uses the same values from the previous Criteria Comparison matrix and normalizes each column such that the sum of each column is equal to 1. The average of each row was then taken to generate a weight value for each criterion. The criteria with the highest weight were the production of system output and temperature regulation, with the lowest being vibration control and relaying system status to the user.
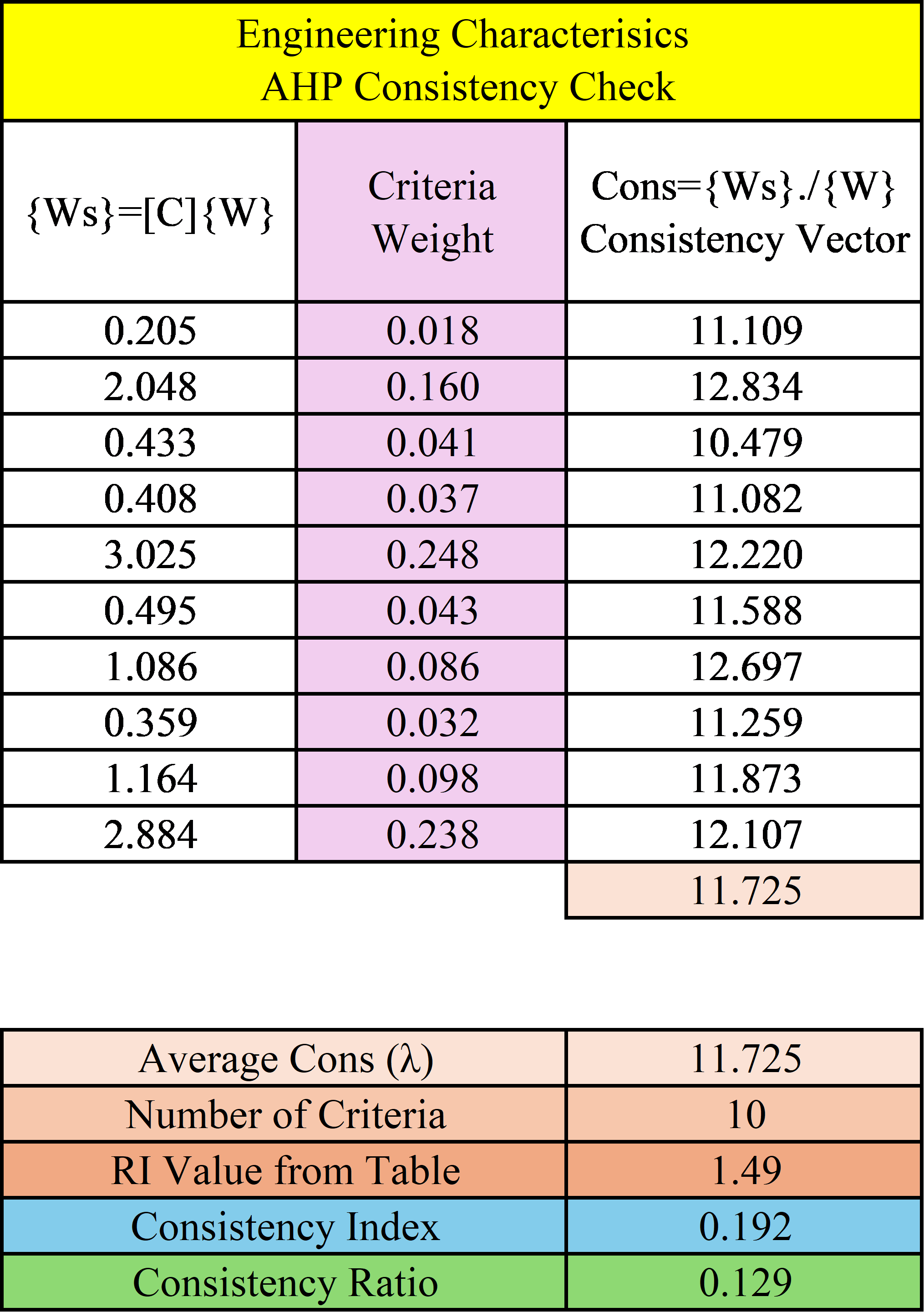
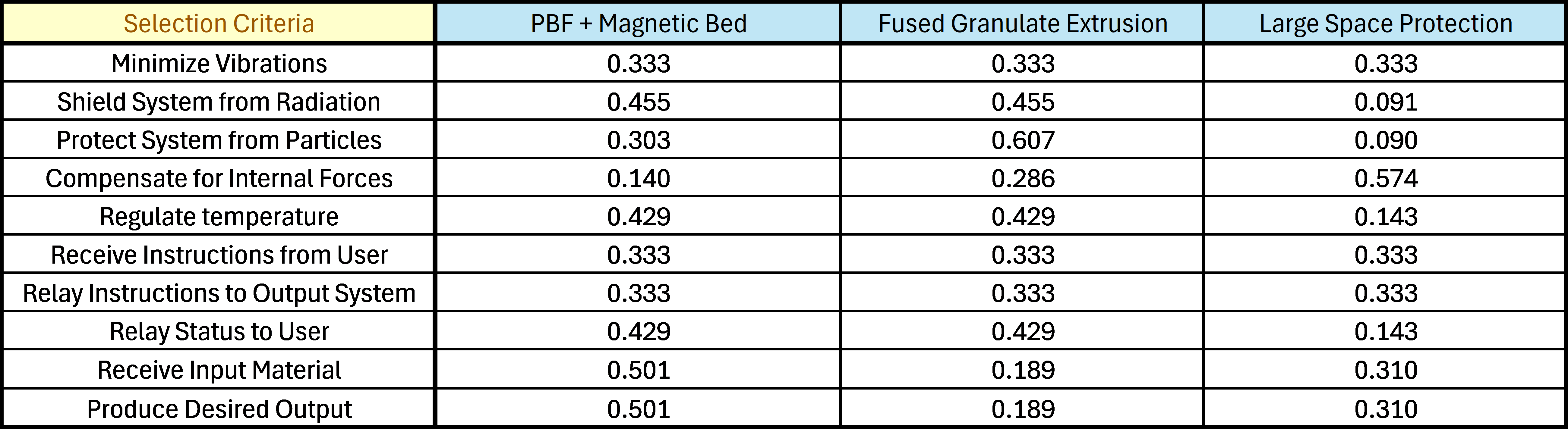
To reconfirm the consistency of the results, we analyzed them further using a consistency check. The first column of the consistency check matrix is the weighted sum product, the matrix product of the first criteria comparison matrix and the weighted sum vector of the normalized criteria comparison. The consistency vector was calculated by dividing the weighted sum vector by the criteria weight vector. We then took the average of the consistency vector and used it to calculate a consistency index using the formula: Where is the average consistency and n is the number of criteria. Using the consistency index and the random index value for a consistency check of 10 criterion (1.49), the consistency ratio was calculated to be 0.129. Typically, a consistency ratio of less than 0.1 is desirable to display consistency in the criterion weighting. A ratio of above 0.1 indicates some level of bias among the criterion weighting. The comparison chart process was used to compare the final three concepts for all 10 criteria and generate design alternative priority values (Pi) for each characteristic and concept, detailing numerically how advantageous the concept is for fulfilling each criteria in comparison to the other concepts, with all related figures found in Appendix C. These Pi values were documented in a final rating matrix in Figure 13, where each concepts Pi vector could be multiplied with the weight vector to generate each concepts alternative value, a numerical assessment of how well the concept fits all of the customer requirements.
The concept with the highest alternative value was the Powder Bed Fusion AM system which features a magnetic printing bed. This was selected as the superior design.
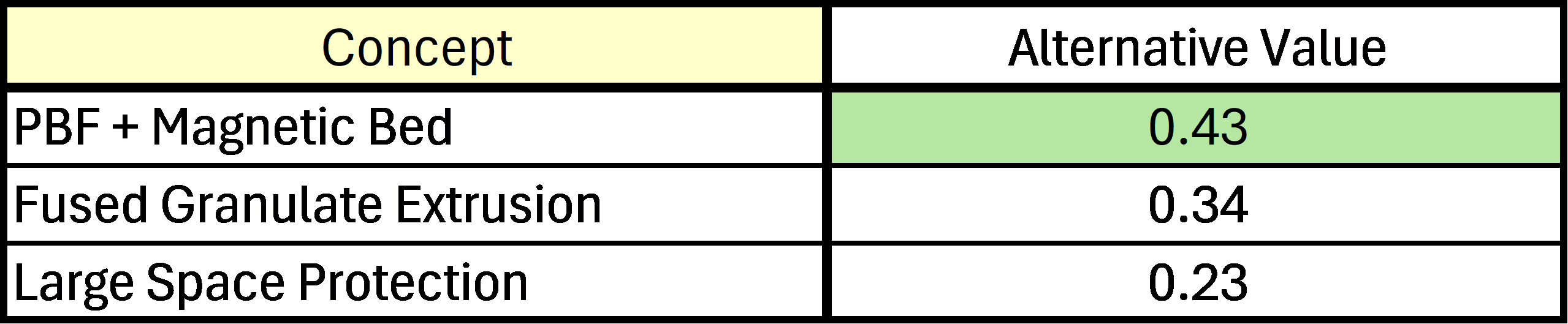
The results of the concept section process ranked “PBF + Magnetic Bed” to be the best solution to the customer requirements. This decision was informed by the analytical hierarchy process that, while subject to a minor degree of bias, rated it as being more advantageous to implement. This design uses the powder bed fusion design with an electromagnet used in the print bed to attract metal powder to the points that need to be melted by the laser during the print. This design uses much less metal powder than a regular powder bed fusion printer and the print would need less cleanup once finished being printed. This design is best for regulating temperature and limiting internal forces within the system as it relies primarily on a directed beam of energy to melt powdered metal within the printing volume rather than using an extruder to deposit material onto the printing volume which would lead to the system needing to manage an increased amount of internal motion. In addition, the focused beam would be easier to manage than the heating elements necessary for the fused granular extrusion concept, as the metal moving through the nozzle of that design would quickly cool, leading to inevitable deformation within the output. However, the design will face challenges due to details that have been unaccounted for within the generation and selection process. Primary concerns include the electromagnet. The metal powder on the print bed could form clumps around the point that will be melted, but be too large and the powder may act like a protective shield melting only the outside surface of the mass and potentially not attaching to the full product. Additionally, as the print grows taller, the print bed gets further away making the magnetization weaker and less precise.
This site was created with the Nicepage