![]()
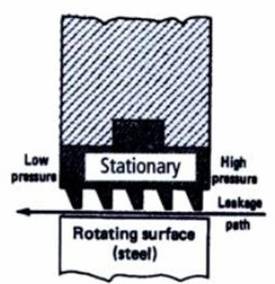
According to Flitney
and Brown [1], a labyrinth seal operates on following two methodologies:
rotating radial faces cause centrifugal separation of
liquid or solid from air and a series of restrictions followed by a clear
volume creates expansion of a gas and hence reduces the pressure. These seals
use a very small gap in between the seal and the rotating shaft, and then grooves
are machined into the seal in order to disrupt the flow. A general design of a
labyrinth seal is shown in figure 1 [2]. The fluid is prevented from leaking
through the seal by the grooves which induce turbulence and misdirect the flow
into the small gaps between each tooth. According to Boyce [2], a labyrinth
seal has the following advantages: simplicity, reliability, tolerance to dirt,
system adaptability, very low shaft power consumptions, material selection
flexibility, minimal effect on rotor dynamics, back diffusion reduction,
integration of pressure, lack of pressure limitations, and tolerance to gross
thermal variations. Boyce [2]
further claims disadvantages associated with this type of seal are the following:
high leakage, loss of machine efficiency, increased buffering costs, tolerance
to ingestion of particulates with resulting damage to other critical items such
as bearings, the possibility of the cavity clogging due to low gas velocities
or back diffusion, and the inability to provide a simple seal systems that
meets OSHA or EPA standards.
There are several variations of the generic
seal design (discussed above) currently in use at Danfoss
- Turbocor.
The designs vary in tooth number, tooth size and spacing, step number,
and sizing. Much research has been preformed regarding the labyrinth seal designs, however engineers at Danfoss-Turbocor
are uncertain as to what combination of variants will produce the least amount
of leakage through the seal.
An experiment was
conducted at
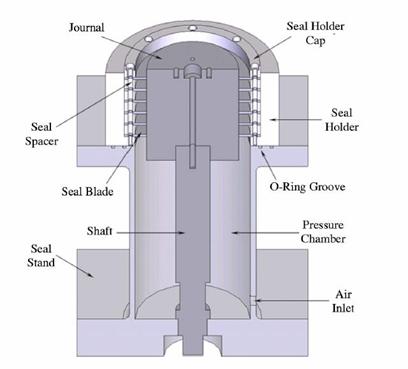
Figure 2: Test Rig used in the